|
Определение предмета
Знаете ли Вы, какой угол визитной карточки нужно загнуть, оставляя ее лакею, чтобы обозначить, что целью визита было осведомиться о здоровье хозяина? Мы тоже. А ведь всего каких-то сто лет назад это знание было таким же необходимым для выживания в аристократических кругах, как и умение танцевать или поддерживать светскую беседу. В свое время визитки были неотъемлемой частью этикета, и правила их употребления были не менее сложны, чем правила пользования столовыми приборами. Визитные карточки в те времена дополняли ряд таких понятий, как титул, чин, земля, лошади... Кроме того, они представляли целую область (поли)графического искусства, со своими шедеврами, канон ами и табу. Однако традиции использования визиток в нашей стране были прерваны, и те, кто начал снова внедрять их в наш обиход, опирались лишь на смутные литературные ассоциации. (В "Похождениях Невзорова" у А.Толстого герой, решивший порвать со своим безродным прошлым , первым делом заказывает себе пафосные визитки со скромным текстом "Невзоров. Граф".) Если бизнесменов-первопроходцев отличало уже само наличие визитной карточки, то с увеличением доступности этой продукции и развитием полиграфических технологий пожелания заказчиков становились все более и более затейливыми. Для определенной категории граждан существует лишь один художественный принцип: чем дороже и вычурнее визитка, тем лучше.
С другой стороны, в процессе развития частного предпринимательства возникла достаточно обширная группа людей, которым по роду деятельности было необходимо часто делиться своими телефонами и прочими координатами. Практичные люди не хотели тратить много средств и, не дожидаясь развития сферы полиграфических услуг, стали по своему разумению печатать на принтерах и ксероксах и нарезать ножницами бумажные прямоугольнички с информацией о себе для того, чтобы раздавать их на выставках (конференциях, презентациях, конфискациях, дефекациях - нужное подчеркнуть).
Различие двух подходов к визитным карточкам - имидж или функциональность - легко проследить и сегодня, когда, казалось бы, уже сложились некоторые новые традиции, и изготовление визиток стало в целом вполне профессиональным.
Для первого подхода главное - продемонстрировать, что для владельца нет ничего невозможного. Чем больше карточка будет отличаться от других по оформлению и материалам, чем сложнее будет технология ее изготовления и чем очевиднее будет эта сложность - тем лучше. При этом для заказчика абсолютно неважно, что тиснение на пластике не технологично или что фальцовка и вырубка отверстий в визитках-книжках – три дня головной боли для изготовителей. Зато такого ни у кого больше нет. Содержательная часть такой карточки большой роли не играет: она предназначена именно для визитов, то есть, согласно одному из определений Владимира Даля, "посещений, навещений знакомых лишь по обычаю, без надобности"
При другом подходе, наоборот, главное - функциональность. Именно он главенствует на прагматическом Западе. Недаром английское название предмета - business card - в дословном переводе означает "деловая карточка". Визитки являются обязательным атрибутом сотрудников фирмы, которые по роду своей работы контактируют с клиентами или представителями других предприятий. Поэтому, с одной стороны, их можно увидеть у мелкого клерка, сервисного инженера или грузчика, и в то же время даже начальники отделов, общающиеся только со своими сотрудниками, нередко обходятся без служебных визиток.
Постановка задачи
Эту часть статьи мы адресуем в первую очередь тем, кто заказывает визитки.
Любая визитная карточка, оставшаяся у собеседника, создает у него ассоциацию с ее владельцем. Поэтому она должна быть сделана так, чтобы вызывать положительные эмоции у того, кто на нее смотрит. Независимо от того, каким подходом руководствовались при ее заказе (для красоты или для дела), визитная карточка должна быть стильной, хорошо сверстанной и качественно отпечатанной. Заказчик, формулируя свои пожелания дизайнеру, тоже участвует в творчестве, поскольку художественный образ складывается из взаимодействия формы и содержания. Представьте, например, тисненое золотом на мраморной бумаге "Василий Пупкин. Инженер III категории". Или скромную одноцветную карточку на простой бумаге менеджера рекламного агентства. Однако, в конце концов, это дело вкуса. Например, один из нас считает эстетической вершиной визитки в один - два цвета с массой свободного места и мелким строгим шрифтом, а другому нравятся визитки сочные, насыщенные, с легко читаемым текстом не меньше 10 кегля.
С другой стороны, заказ визиток - это коммерческое мероприятие, вложение каких - никаких средств, и поэтому перед размещением заказа полезно подойти к задаче аналитически, чтобы визитки отработали вложенные в них средства по максимуму.
Анализ задачи начинается с ответов на три вопроса: Для чего нужны эти визитки? Кому они предназначаются? Как ими будут пользоваться?
Ответ на первый вопрос должен указать первичные и вторичные цели этого кусочка бумаги. Самые простые – “чтобы раздавать”, “чтоб было”, “чтобы люди не забыли мое имя и телефон” - это на самом деле только начало ответа. Коротко можно сказать так, первичная цель – “информировать”. На самом деле всегда подразумевается, что карточка должна еще и оказать некоторое действие на получателя. Мало, чтобы человек узнал Ваш рабочий телефон - надо, чтобы у него возникло желание этим телефоном воспользоваться. Таким образом, вырисовывается вторая задача – “рекламировать”. Иногда первична информационная цель, иногда - рекламная. На рисунке 2 показан пример преимущественно рекламной визитки: здесь информационное содержание должно лишь упростить человеку дальнейшие шаги после того, как на него подействовала реклама. На рисунке 3 показана визитка, в которой преобладает информационная цель.
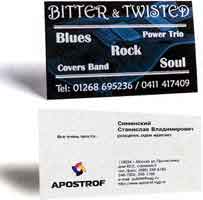
Рис 2. Визитка с рекламным содержанием
Рис 3. Информационная визитная карточка
Ответив на вопрос "зачем?", самое время подумать о тех людях, кому эти визитки будут раздаваться. Как минимум, нужно позаботиться хотя бы о том, чтобы визитка не вызывала у человека раздражения. Несколько лет назад мы работали в компании, считавшейся американской, и по этому поводу визитки были на английском языке. Но, как оказалось впоследствии, некоторыми клиентами и партнерами из глубинки они воспринимались не иначе, как проявление столичного жлобства. И к тому же выяснилось, что правильно прочитать Shirenov, не говоря уж о Sharifullin, способен далеко не каждый человек в нашей стране.
И, наконец, нужно оценить, каким способом будет использоваться визитка. Вот лишь некоторые моменты, которые нужно принять во внимание.
На самой поверхности лежат требования к форме и содержанию визиток, вытекающие из явно выраженной специфики компании. Например, если они принадлежат фирме страхования автомобилей, уместно сделать их на самоклеящейся бумаге и с ярким оформлением, чтобы владельцы машин могли (и захотели!) наклеивать их в салоне машины. Если визитка принадлежит врачу или парикмахеру, можно использовать ее одновременно и как талончик записи на прием - достаточно сделать на обороте поля для пометки даты и времени визита. Менеджеру, продающему небольшой стандартный набор товаров или услуг – указать их перечень.
Рекомендации для более традиционных визиток, у которых преобладает информационная задача, менее очевидны. Поскольку лицо, получившее визитку, обычно хочет сделать на ней свои пометки, бумага должна быть удобной для записей. В идеале это матовая меловка, и ни в коем случае не пластик или ламинированная бумага. По этой же причине оборотную сторону визитки желательно оставить пустой. Двусторонняя визитка на двух языках скорее скажет не о том, что владелец крутой и работает с иностранцами, а о том, что у него не хватило денег на два комплекта карточек - отдельно для русских и зарубежных партнеров. Хотя, с другой стороны, для иностранцев, работающих в России, двуязычная визитка вполне уместна: для нас это самый удобный способ запомнить, как правильно произносить и как правильно писать фамилию шведского или французского коллеги.
Во многих местностях и странах есть свои национальные пристрастия. Например, в Италии популярны визитные карточки в виде книжек, в Англии - вертикальные карточки, и т.п. При выборе стиля, не рекомендуется слишком удаляться от этих общепринятых традиций. Помните, что те, кому приходится работать с большим числом партнеров, обычно хранят визитки в специальных настольных визитницах или альбомах с пластиковыми кармашками. Визитка с вертикальной компоновкой, вставленная в альбом, заполненный горизонтальными карточками, будет выделяться из общей массы, но человеку придется каждый раз выворачивать шею, чтобы прочитать на ней номер телефона. Не сложно догадаться, кому он позвонит первому, если удобная и неудобная карточки от двух конкурирующих фирм окажутся рядом.
Все чаще данные с визиток, собранных на массовых мероприятиях (выставках, презентациях и т.п.), хранятся в электронной форме и вводятся в компьютер с помощью программы автоматического распознавания символов. Если под текстом есть какой-нибудь фоновый рисунок, ошибок распознавания будет гораздо больше, и есть вероятность, что замученная сканированием секретарша просто выкинет такую “глючную” визитку, вместо того, чтобы перебивать все ее данные вручную. С этой точки зрения наилучшее решение - темный рубленый шрифт на чистом светлом фоне.
Если на визитке есть логотип, его цвета должны быть соблюдены идеально. Когда карточка российского дилера и карточка зарубежного босса, отпечатанные в разных странах, не отличаются по цвету - это действительно впечатляет, потому что демонстрирует серьезность подхода к партнерству. То же самое относится к выбору шрифтов и общему стилевому оформлению. Впрочем, это требование важно и в том случае, если фирма не работает в кооперации с другими партнерами. Различающиеся логотипы у разных ее сотрудников или на разных визитках одного человека, отпечатанные через некоторый промежуток во времени, явно не послужат укреплению имиджа предприятия.
Скажем несколько слов о необходимости визитных карточек. Развитая индустрия производства визитных карточек (способы их изготовления будут затронуты позже) и их доступность привела к тому, что в некоторых странах их наличие при деловых контактах стало не только желательным, но и обязательным условием. Например, если в России или во Франции к отсутствию визитки при ведении переговоров партнер отнесется снисходительно и просто запишет информацию на листе бумаги, то в Японии бизнесмен, извиняющийся, что у него кончились визитки, полностью себя компрометирует. Собеседник воспримет это либо как несерьезность человека, либо, что еще хуже, как неуважение к себе. Тем более что он знает, что визитки при желании можно изготовить в течение нескольких минут в специализированных фотоавтоматах или в оперативных печатных салонах (расположенных на всех центральных улицах, в аэропортах, гостиницах или универмагах) или получить их за пару часов, заказав у консьержки и вообще не выходя из гостиничного номера.
Технологии печатных салонов
Прошли времена, когда для заказа визиток приходилось ехать в соседний город и еще полмесяца ждать, пока их изготовят. Да и цены из кусачих превратились во вполне посильные для любой мелкой фирмы или частного предпринимателя. Сейчас практически в каждом городе можно заказать визитные карточки за 7-15 центов и уже через пару дней получить готовую продукцию. Такие изменения обусловлены, прежде всего, бурным развитием полиграфических технологий, появлением нового оборудования и материалов. Именно об этом и пойдет речь в этом разделе.
Визитные карточки, как и любая другая полиграфическая продукция, могут быть изготовлены различными способами. Прежде, чем рассматривать разные технологии, подчеркнем общие признаки, характерные для основной массы визиток:
- Визитные карточки имеют стандартный маленький формат 50х90 мм (исключение - США, где принят дюймовый формат 2 х 3 1/2", или 51 х 89 мм). Находят применение складные карточки, имеющие такой формат в сложенном состоянии.
- Визитки, как правило, печатаются малыми тиражами 50-200 экземпляров каждого вида. Некоторые типографии накладывают своим клиентам дополнительное требование, чтобы суммарный заказ был не менее 500 штук.
- Для их изготовления обычно используется плотная бумага (150-300 гр./кв.м.) с гладкой или фактурной поверхностью.
- Визитные карточки бывают одно- и двухсторонними и печатаются одним - четырьмя разными цветами. Наибольшую долю заказов составляют одно- и двухцветные работы.
- В большинстве случаев визитки печатают не триадными красками, а смесевыми, составленными по шкале Pantone, или специализированными красками (металлизированными, флуоресцентными и т.п.). К изображению предъявляются очень высокие требования по точности соответствия цвета (особенно на фирменных логотипах).
- Несмотря на то, что визитки редко содержат полноцветные изображения, они требуют высокой точности совмещения (порядка 0.1 мм) между отдельными красками. Это наиболее важно при использовании логотипов или других изображений, выполненных двумя и более цветами.
Конечно, исключения из этих правил есть. Например, одно предприятие в Гонконге специализируется на выполнении любых капризов богатых заказчиков со всего мира. Его сотрудники изготавливают эксклюзивные визитки вручную из древесины, листьев растений, кожи, пластмассы, металла.… Но мы не будем так сильно расширять область нашей статьи и рассмотрим лишь основные способы получения типовых визитных карточек, кратко отразив их достоинства и недостатки.
Фотографический способ
Изготовление визиток на фотографических установках Kodak, Agfa или Fuji возможно, но может обойтись очень дорого для заказчика. Для этой способа более предпочтительны специализированные установки с компьютерным интерфейсом от Polaroid, Dainippon Printing или Toppan Printing. На автоматах заказчик выбирает из пары десятков образцов понравившийся шаблон и заполняет его текстовые поля своими данными. После чего машина в течение нескольких минут может выдать пропуск, удостоверение, нагрудный значок или десяток-другой визитных карточек. Преимуществами данной технологии являются высокая оперативность, хорошее качество и возможность печатать маленькие тиражи визиток, начиная буквально с одного экземпляра. Недостаток - большая себестоимость визитной карточки и ограниченности выбора дизайна и материала.
Печать на принтере или копировальном устройстве
Использование принтеров или копиров - самое простое решение для получения визиток, так как эти устройства не дороги и, так или иначе, используются в каждом офисе. Но простое - не значит хорошее. Принтеры бывают разные: цветные и черно-белые; матричные, струйные, лазерные, твердочернильные, сублимационные; отличаются по формату, производительности, себестоимости отпечатка и другим параметрам. В наши планы не входит сравнение разных принтеров. Любые принтеры, независимо от принципа печати, имеют схожие недостатки, если их рассматривать применительно к изготовлению визитных карточек. Во-первых, это недостаточная надежность устройств. Аппарат, на котором регулярно будут печатать коммерческие тиражи, не выдержит интенсивной загрузки и сломается или серьезно ухудшит свои показатели через несколько месяцев. Во-вторых, лишь некоторые принтеры могут пропускать через себя толстую бумагу. В-третьих, высокая себестоимость продукции (0.5-1 .5$ за А4) сведёт на нет всю прибыль от этой деятельности. Тем не менее, при сильно ограниченном бюджете и отсутствии амбиций таким способом можно изготовить визитные карточки для своей организации. С другой стороны, этим производством могут заниматься свободные художники, которые создают маленькие шедевры, тратя на это много времени и средств, но все это окупается высокой стоимостью уникальной продукции. В частности, ряд такой продукции был приведен в статье “По визитке встречают..”, опубликованной в КомпьюАрт №9.99.
Копировальные аппараты имеют несколько лучшие показатели по себестоимости и надежности, чем у принтеров. Ввиду простоты обслуживания и компактности их часто устанавливают в небольших печатных салонах, специальных отделах супермаркетов и других местах скопления потенциальных клиентов. Визитные карточки, конечно, можно рассматривать лишь в качестве дополнительной загрузки цветных копиров, так как со значительно большей выгодой на них лучше тиражировать бланочную и рекламную продукцию. Но, тем не менее, отказываться от такого приработка не стоит. Более высокая цена и несколько худшее качество визиток, полученных таким способом (по сравнению с шелкографией и офсетом) оправдываются удобством для клиентов (не надо никуда идти и искать) и оперативностью получения продукции.
На цифровой печатной машине
Цифровые печатные машины (речь в первую очередь идет о наиболее известных в России машинах Indigo E-Print, Xeikon DCP и Heidelberg DI) по всем показателям должны были быть оптимальными для изготовления визиточной продукции, так как сочетают в себе преимущества цифровой обработки данных (оперативность и возможность работы с маленькими тиражами) и традиционных офсетных технологий (качество и больший спектр материалов). Собственно цифровая печать и задумывалась для такого рода продукции. К сожалению, как показала практика использования этих машин в нашей стране, эти благие намерения остались не реализованными. Они сдерживаются высокой стоимостью, как самого оборудования, так и продукции, на нем изготовленной. Себестоимость продукции цифровых печатных машин очень высока (0,5-2 долл. за лист А4), что резко ограничивает область их применения для печати такой нерегулярной продукции, как визитки. По крайней мере, это не дает возможнос ти типографиям, оснащенным таким оборудованием, на равных конкурировать по ценам с предприятиями, имеющими традиционные офсетные машины. Качество их продукции также не очень далеко ушло от электрографических копировальных автоматов. Отсутствие возможности использовать любые краски (более-менее разнообразный набор существует лишь для Heidelberg DI, печатающего по принципу сухого офсета) исключает эти машины из конкуренции с традиционными технологиями, а в несколько раз большая стоимость самих устройств не дает им шанса бороться на равных с современными копирами.
Трафаретный способ
Как известно, трафаретный способ производства печатной продукции (или шелкография) в наши дни активно вытесняется из полиграфии в область легкой промышленности (печать на тканях, пластике, дереве и т.п.). Напомним основные технологические операции этого способа. Сначала на рамку натягивают трафаретную форму - мелкоячеистую синтетическую сетку, покрытую слоем фотоэмульсии. После засветки через фотоформу эмульсия частично разрушается, и получается трафарет для последующей печати. Затем сетку накладывают на запечатываемый материал и продавливают через нее краску с помощью ракеля. Если нужно получить многокрасочную печать, последовательно наносят каждую краску через свою трафаретную сетку. Используются краски на основе сильных летучих растворителей (ацетон, толуол), поэтому само производство очень вредно.
Тем не менее, трафарет остается одним из основных способов изготовления высококачественных визиток. Свойственная ему неторопливость и большая доля ручного труда является недостатком при печати больших тиражей, но это отнюдь не является препятствием для рентабельного изготовления визитных карточек. Доступность оборудования и хорошее качество продукции делают эту технологию вполне конкурентоспособной для этого вида бизнеса. Главный козырь трафаретной технологии – толстый слой краски, наносимый практически на любой материал - может сыграть важную роль при производстве визиток. За счет этого можно получить очень сочное, практически рельефное изображение. Минусами же этой технологии, кроме ручного труда и маленькой производительности, является невысокая разрешающая способность изображения и большая стоимость печатной формы. По рентабельности трафаретная технология начинает превосходить цифровые способы печати (принтеры и копиры) пр и тиражах 30-50 печатных листов..
Горячее тиснение
Технология, находящая применение чаще всего на стадии заключительной отделки полиграфической продукции, вполне может быть самодостаточной для производства визитных карточек. Принцип работы пресса горячего тиснения (позолотного пресса) заключается в следующем: нагретая матрица с закрепленным на ней жестким штампом, опускаясь вниз, прижимает к бумаге (в рассматриваемом случае, визитным карточкам) полимерную ленту с порошковым металлическим напылением. В результате, после завершения цикла мы получаем на продукции четкий металлический оттиск, повторяющий форму штампа. В наиболее простых аппаратах все действия (укладка продукции, смещение фольги, перемещение штампа и т.п.) выполняются вручную. В более дорогих машинах операции полностью или частично механизированы.
Штампы и формы для прессов можно изготавливать по специальной технологии из жидкого полимера, застывающего под действием УФ-излучения, или с использованием готовых полуфабрикатов – металлической пластине с нанесенным на нее светочувствительным полимерным слоем. Материал подвергают облучению через негативную маску с заданным изображением в обычной копировальной раме или специализированной установке, проявляют (удаляют лишние фрагменты) обычной водой (или специальным раствором), и повторно закрепляют штамп уже облучением без всяких масок. В результате получается жесткая форма с выступающими участками, которые и образуют изображение. Вырезанный из пластины штамп, приклеивают на держатель позолотного пресса любым термостойким клеем.
Достоинствами горячего тиснения является необычность продукции (что и нужно для визиток), а также малая стоимость оборудования для начала производства. Недостатки – ручной труд и высокая себестоимость продукции.
Офсетная печать
Офсет является самым распространенным способом изготовления визитных карточек во всем мире. Причина понятна: ему присущи недоступное принтерам богатство запечатываемых материалов, недоступная для шелкографии разрешающая способность и недоступный для цифровых способов печати цветовой диапазон. Ввиду наибольшей практической ценности, мы, с вашего позволения, посвятим этой технологии целый раздел.
Печать визитных карточек на офсетных печатных машинах
Офсет офсету рознь, и оказывается, что самая лучшая по общим критериям печатная машина подходит для печати визиток вовсе не лучшим образом. Для подтверждения этого тезиса попробуем представить, как может выглядеть печать визиток на современной четырехкрасочной машине формата, например, 52х36 см.
Сначала определимся со способом цветоделения. Решение "в лоб" состоит в том, что на один печатный лист собираются визитки из нескольких заказов и все это делится на стандартные триадные цвета. Подход вполне возможный, но он сопряжен с некоторыми неудобствами. Во-первых, что делать с бронзовыми и серебряными красками, которые так любят наши заказчики? Их придется впечатывать отдельным прогоном. Во-вторых, если на визитке используются "фирменные" цвета (иногда даже отсутствующие в Pantone), верно воспроизвести их через CMYK чрезвычайно сложно: малейшее отклонение по одной из красок может привести к полному искажению результирующего цвета. И, наконец, растр. Представьте, что нужно воспроизвести текст шестым кеглем с цветом 30%С + 50%М + 10%K - как это будет выглядеть даже при линиатуре 250 lpi?
Предположим, что для повышения эффективности мы отказались от заказов с металлизированными красками и научились уговаривать заказчиков на использование удобных нам цветов. Следующая проблема - это формат. На листе 52х36 можно разместить сорок визиток 5х9 см. Самый распространенный объем заказа – 100-200 визиток, то есть для одного заказчика хватит тиража в пять листов. Сравним этот тираж с количеством листов на приладку: нужно совместить четыре формы и отрегулировать общую и зональную подачу красок. Возьмем на себя смелость утверждать, что ни один печатник, ни на какой четырехкрасочной машине (пусть даже со всеми ухищрениями вроде штифтовой приводки, автозагрузки форм и цифровой настройки красочных ящиков), не сможет обойтись меньше, чем 50 приладочными листами. А прилаживаться надо обязательно на тиражной бумаге, иначе можно не попасть в цвет, или не угадать с величиной натиска. Итак, получаем расчетную норму отходов бумаги 9 5%. Как говорится, комментарии излишни.
Казалось бы, что эту проблему можно очень легко решить, собрав на одном листе 40 разных визиток, с тиражом каждой по 200 штук. Действительно, тогда отходы получаем вполне приемлемые - 20%. Вот только станет ли первый заказчик ждать, пока Вы наберете еще 39 "попутчиков"? Есть и еще одна теоретическая возможность: любая хорошая машина позволяет перестроить листопроводящий тракт на меньший формат, например на А4. На таком листе уже достаточно набрать не 40, а 10 визиток. Но каждая смена формата "туда-сюда" на машинах с каскадной подачей (а мы говорим, естественно, именно о таких) занимает немало времени, и поэтому печатники и технологи предпочитают все работы печатать на листах максимального формата, по возможности не трогая настройки. К тому же, учитывая, что для визиток используется довольно толстая бумага, сложно избежать локальных продавов офсетного полотна по площади печатаемых листов, которые могут сыграть свою негативную р оль уже при работе с бумагой нормального размера и толщины. Поэтому, выбрав такое решение, необходимо еще и смириться со смены комплекта офсетных полотен при каждом переходе на печать визиток.
И еще один экономический аспект. На коротких тиражах доля расходов на допечатную подготовку в себестоимости продукции становится очень ощутимой. В нашем случае на каждый тираж придется потратить четыре офсетных формы 51х40 см, вывести четыре пленки такого же размера (причем на хорошем ФНА, так как требования к совмещению очень высоки), плюс каторжный труд верстальщика и монтажиста. Что по самым скромным оценкам потребует от 20 до 40$ и пару человеко-часов рабочего времени. Таким образом, не потратив ни одного листа бумаги и даже не включая печатную машину, мы уже накрутили почти по 5 центов стоимости на каждую будущую визитку. Во что обойдется весь тираж, и кто его купит, при таком подходе лучше не думать.
Так что пусть лучше мощные печатные машины занимаются свойственным им делом - печатью плакатов, буклетов, журналов и этикетки, а мы посмотрим, как изготавливают визитки в реальных, специализированных для этой цели, типографиях, на примере небольшой московской фирмы "Паладин":
Чтобы сделать печать таких маленьких тиражей рентабельной, нужно минимизировать отношение приладочных листов к тиражным. Уменьшить число приладочных листов мы не можем - это всегда несколько десятков. Поэтому остается один путь - увеличить число тиражных листов. Это означает, что нужно печатать на минимальном формате, размещая на листе как можно меньше визиток. В пределе это должна быть печать на листах 5 х 9 см, и такие специализированные машины действительно существуют. Однако они не получили широкого распространения – возможно, потому, что владельцы печатных салонов обычно все-таки хотят печатать на той же машине кроме визиток и бланки, и конверты, и папки. Поэтому установился следующий технологический стандарт: печатная машина формата А3 и формат листа 24 х 9 см с компоновкой четырех визиток, показанный на рисунке 4. Рассмотрим преимущества такой компоновки.
Рис 4. Компоновка визиток на листе 24х9 см
Начнем с офсетных форм. На них тоже можно сэкономить. При печати маленького формата не обязательно использовать фотонаборный аппарат и делать полноразмерную металлическую форму. Существуют другие технологии, из которых наиболее распространены две - серебросодержащие и полиэфирные формы. Серебросодержащие формы на бумажной основе изготавливаются на специализированных процессорах. По принципу действия такой процессор похож на фотокопировальную установку. Он состоит из стола-держателя, на который крепится оригинал, мощных ламп освещения стола, фотообъектива, проецирующего изображение на фоточувствительный формный материал, и тракта автоматической проявки материала. Удобство состоит в том, что оригинал можно вывести на обычном лазерном принтере на бумагу, а время изготовления формы составляет 1-2 минуты. Тем не менее, полиэфирные формы активно вытесняют эту технологию, поскольку для их изготовления не нужны ни оригиналы, ни дорого стоящая и капризная химия. Они представляют собой пластиковую пленку с гидрофильной поверхностью, на которую на лазерном принтере наносится изображение. Тонер образует гидрофобные участки, то есть - печатные элементы. Такие формы выдерживают от сотен до нескольких тысяч оттисков, что более чем достаточно для печати визиток. Несмотря на недостаточную повторяемость обычного принтера, цвета на небольшом формате не успевают разбежаться так далеко, чтобы это отразилось на качестве продукции.
Обе технологии хороши тем, что можно сделать форму как раз такого размера, какой соответствует формату печати, что дает немалую экономию. В отличие от металлических, эти формы достаточно закрепить лишь в переднем формном зажиме, а свободный хвост просто прилепить за счет эффекта смачивания к влажной поверхности цилиндра.
Вернемся к компоновке визиток на листе. Поскольку лист подается в машину вдоль, отсутствует проблема разнооттеночности визиток: все они проходят в одной и той же зоне красочного аппарата. Это позволяет при определенном опыте печатника вообще не закладывать краску в кипсейку (СНОСКА: Кипсейка – на жаргоне полиграфистов означает красочный ящик), а наносить ее только на валики. При этом колоссально уменьшаются расход и продолжительность смены краски - известно, что основное время смывки и основные отходы краски связаны именно с промывкой красочного ящика.
На маленьком формате увеличивается точность печати и сокращается время приладки, ясно, что совместить маленькую картинку значительно проще, чем большую. На этом моменте немного задержимся и обратим ваше внимание на боковые метки совмещения, которые печатники и технологи иногда называют "жучками".
Поскольку послепечатная обрезка делается только по двум сторонам, необходимо уже во время печати обеспечить абсолютно точное позиционирование оттиска на листе. "Жучки" позволяют при этом обойтись без линейки и зачастую даже без вынимания пробных оттисков с приемного стапеля. Линии "жучков" очень хорошо видны даже на приличном расстоянии, и печатнику нужно просто сделать боковую приводку так, чтобы центральный штрих совпадал с кромкой листа. Поставив такую же метку в "хвосте", можно облегчить и приводку по клапану (в продольном направлении). Но хвостовая метка будет хорошо работать только при условии, что бумага подрезана идеально точно. Поскольку очень часто в маленьких печатных салонах используются маленькие, дешевые бумагорезальные машины, хорошей точности подрезки не получается. В этих случаях используют один или два маленьких штриха в середине и проверяют приводку по клапану путем складывания листа пополам: эти штрихи долж ны попадать точно на линию сгиба.
Краевые "жучки", как и обычные обрезные метки, делаются только одним цветом. Для совмещения нескольких цветов ставят стандартные кресты. Поскольку площадь листа небольшая, двух крестов вполне достаточно (рис 4).
Компоновка из четырех визиток позволяет экономить и при печати двухсторонних визиток. При печати такой продукции можно обойтись лишь одной формой, если сделать монтаж "со своим оборотом". Для этого две нижние визитки заверстывают вверх ногами и на них помещают изображение оборотной стороны. В результате, после печати первого прогона просто переворачиваем стопу “через голову” и запечатываем оборот с этой же формы.
Теперь мы можем обсудить сами офсетные машины, на которых выполняется такая печать. Обычно это машины либо вообще без бокового равнения (ABDick 9810, Heidelberg QM46, Ryobi 3200), либо с простейшим механизмом толкающего типа (Multilith 1250, Hamada 600/800). Благодаря своей простоте, самонаклад этих машин легко и быстро настраивается в очень широком диапазоне бумаг и форматов. Красочный аппарат состоит всего из 10-12 валиков, но в данном случае это скорее плюс, чем минус: у такого аппарата очень малая инерционность, то есть легко изменить плотность краски даже при небольшой площади запечатки. Немаловажно также, что остаток краски на валиках, который теряется при смывке, также намного меньше, чем в развитом красочном аппарате. Интегрированный увлажняющий аппарат, состоящий всего из пары валиков, которые подают увлажняющий раствор прямо на накатной или раскатной валики красочной группы идеально приспособлен для печати малых тира жей и частой смены краски. Несмотря на свою простоту, он даст фору любой моллетоновой системе увлажнения с тканевыми покрытиями валиков.
По части приводок самонаклады всех этих машин, надо признать, весьма слабы. Если бумага нарезана идеально, результаты еще сносные, но стоит появиться небольшой косине или разбросу размеров - и "броски" на втором прогоне даже на маленьком формате могут достигать 0,5-1 мм. Поэтому печатать на таких машинах визитки в две и более краски довольно сложно. Но это не означает, что для двухцветных визиток надо покупать машину высокого класса. Дешевое решение существует - использование секции дополнительной краски, работающей через общий офсетный цилиндр. Такое построение машины получило название "Y-конфигурации". (Некоторые его называют планетарным, но это неверно: планетарной является конфигурация, в которой общим для нескольких красок является только печатный цилиндр, а офсетные и формные - отдельные на каждую секцию.) Неприятная особенность Y-схемы - проблемы при печати с наложением цветов. Если на оттиске есть области, где один цве т должен ложиться на другой, краски начинают смешиваться, и в этой зоне очень быстро нарушается оттенок цвета. Через этот участок краска из основной секции мигрирует на дополнительную. (Кстати, именно из-за этого эффекта более темную краску следует располагать на откидной секции). Но, как правило, для печати визиток это не помеха, так как обычно на них пересекающиеся элементы разных цветов встречаются не часто. А если пересечения изображений и присутствуют, то они имеют малую площадь, и дефект не успевает проявиться на маленьком тираже. Плюсом же приставки второй краски, кроме лишнего цвета на оттиске, является точное совмещение красок.
Совмещение двух цветов происходит уже на офсетном полотне, поэтому на таких машинах отсутствуют проблемы приводки, связанные с вытягиванием, деформацией или не ровной подачей бумаги. Не раз приходилось наблюдать очень эффективное использование машин с Y-компоновкой при печати визитных карточек. Одна из секций на целый день закатывается черной краской, и по мере выполнения заказов другие цвета меняются лишь на основной секции. Черный цвет, как правило, присутствует на любой полиграфической продукции, и мы экономим время на ее смывку - печатники знают, какое это “удовольствие”. Причем, за счет независимого управления, процесс смывки или замены краски на основной секции может выполняться даже во время печати с дополнительной секции.
Рис 5. Схема дупликатора с дополнительной секцией
Сказав хорошие слова о совмещении, упомянем и о недостатках простых машин. Процесс приводки на большинстве дупликаторов представляет серьезную проблему. Почему-то конструкторы не посчитали необходимым оснастить механизмы приводки сколько-нибудь точными устройствами индикации. Хорошо, если есть хотя бы грубая шкала с делениями по 1 мм - на ABDick, например, шкала продольной приводки имеет деления 1/8 дюйма, или 3 мм. (Достаточно точные устройства приводки есть только у Heidelberg Quickmaster 46 и у Ryobi 3300CR, но эти машины серьезно отличаются от рассматриваемых по цене.) В результате точность совмещения зависит полностью от опыта и твердой руки печатника. Хотя с другой стороны надо признать, что очень многие печатники после некоторой практики легко добиваются приводки с точностью не хуже чем 0,1 мм за 5-10 минут.
Секция дополнительного цвета может быть установлена на машину уже в полевых условиях, поскольку для этого обычно не требуется никаких существенных изменений в конструкции базовой машины. Heidelberg и Ryobi Limited сами производят такие приставки для своих машин; практически для всех прочих малоформатных машин их выпускают сторонние фирмы. Приставки могут жестко устанавливаться на машине либо крепиться на поворотной штанге или салазках и, при желании, отводиться от основной секции. Недостаток жесткого модуля очевиден – ограничение рабочего пространства даже в те моменты, когда в нет надобности. Съемные модули же могут преподнести другие, “не менее приятные” сюрпризы. Например, на некоторых машинах Hamada и Multi при каждой такой операции сбивается взаимное положение формного и офсетного цилиндров. Юстировка же секции второго цвета дело настолько хлопотное и затяжное, что печатники на таких машинах предпочитают работать в стесне нных условиях, чем трогать настроенные механизмы. Тем не менее, в общем и целом секции второй краски способны заметно увеличить производительность и оперативность получения визиточно-бланочной продукции на однокрасочных машинах. Жалко, что некоторые владельцы машин даже не слышали о возможности такой модернизации. Кстати, наиболее массовую группу владельцев Ромайоров, Доминантов и ПОЛок придется огорчить - для этих машин секции второго цвета никто не выпускает.
Для рассматриваемых машин существуют устройства инфракрасной сушки и распыления противоотмарывающего порошка, которые значительно уменьшают время окончательного закрепления краски. ИК сушки в основном популярны в Америке, а в Европу проникают с большим трудом, так как не соответствуют более жестким европейским нормам пожарной безопасности. Мы настоятельно рекомендуем оснастить простые машины этими аксессуарами, способными заметно ускорить время закрепления краски на мелованных бумагах и уменьшить риск отмарывания печатной продукции.
Резка визиток
Отдельную проблему представляет разрезка готовой продукции. Здесь ситуация такая же, как и с печатью: самая лучшая бумагорезальная машина оказывается далеко не лучшим устройством для резки визиток. Машины, которые режут стопу, неизбежно создают большое распределенное давление на бумагу балкой прижима и локальное давление в зоне реза. Из-за этого очень часто происходит перетискивание краски, тем более что рассматриваемые заказы всегда очень срочные и не хватает времени на нормальное высыхание краски. Во многих типографиях избавляются от перетискивания тем, что перед резкой прокладывают листы визиток листами из тонкой, например офсетной, бумаги. Но эти листы потом надо вынуть. Работа монотонная, платить за нее не хочется, поэтому нередко заказчику так и отдают пачку визиток вместе с прокладками - дескать, ничего, руки не отсохнут, если он сам их отсортирует. Конечно, некоторым клиентам это даже доставляет удовольствие - хоть как ое-то конкретное занятие в рабочее время, но делового человека выпадающий между визиток мусор может и взбесить.
Особенно трудно резать визитки, на которых есть рельефное изображение, полученное термоподнятием: глянцевая стекловидная масса растрескивается даже от небольшого давления и продукция теряет товарный вид.
Избавиться от этих проблем можно, если для разрезки визиток пользоваться специализированным дисковым резаком (в нашем быту такие устройства отсутствовали, поэтому за ними закрепилось американское название "слиттер"). Слиттеры бывают с ручной подачей или с ременным транспортером. Резка производится полистно, поэтому проблема перетискивания отсутствует. Никаких подающих роликов также нет - листы протягиваются самими режущими дисками. Поэтому ни сырая краска, ни самые нежные бумаги не повреждаются. Размер реза на подобных устройствах закладывается лишь один раз на заводе или при установке наладчиком, поэтому никакая дрожащая рука или стоящий над душой начальник не способны сбить резчика на выпуск визиток разной ширины (впрочем, у него еще остается возможность резать визитки ромбом).


Рис 6. Слиттеры для резки визиток с ручной и автоматической подачей
Приобретать специализированный слиттер совсем не обязательно: его можно сделать самому, кроме этого функции дискового резака умеют выполнять практически все фальцевальные машины, нумераторы с автоподачей или устройства продольной перфорации. Нужно только позаботиться о достаточном количестве дисковых пар: обычно в комплекте такого оборудования поставляется только одна пара, а для получения четырех визиток из формата 24 х 9 см их нужно пять.
Малый формат хорош тем, что при разрезке листы достаточно пропускать через слиттер только один раз: размер 90 мм уже обеспечен при допечатной подрезке стопы. Кроме этого, пуская поочередно каждый отпечатанный лист, удобно попутно контролировать качество продукции и делать выборку бракованных по тем или иным причинам визиток.
Отделка визитных карточек
Термография
Очень выигрышным видом отделки напечатанных офсетом визиток является термоподнятие, или термография. После такой обработки продукция всегда выглядит респектабельно, даже если сама печать не очень удалась. Суть процесса состоит в том, что свежий оттиск посыпается легкоплавким порошком, который прилипает к краске. С пробельных участков порошок удаляется стряхиванием, обдувом или тем и другим одновременно. После этого лист подается в зону сильного нагрева, где порошок оплавляется и образует выпуклый глянцевый рельеф на рисунке.
Наиболее широко распространены прозрачные бесцветные порошки, но встречаются и золотые, серебряные, жемчужные. Понятно, что при использовании цветных порошков исходный оттенок “поднимаемого” изображения не имеет значения.
Для термоподнятия чаще всего используются автономные машинки с ручной подачей листов. Обработать на них офсетные оттиски нужно не позднее, чем через десять-двадцать минут после печати, иначе краска подсохнет, и порошок ляжет неравномерно. Впрочем, обработке подлежит печатная продукция, полученная не только офсетным способом. Отличный эффект объемности достигается и после высокой, трафаретной печати и даже у продукции ризографов. Термография, как и другие способы полиграфического производства, дает простор для дизайнеров. Например, очень выигрышно смотрится сочетание разных термопорошков, или выборочная обработка какого либо одного цвета или, вообще, области, не связанной с изображением. Последнее достигается термоподнятием бесцветного лака, специально нанесенного последним прогоном. Так нам запомнились эффектные “капельки росы” на изображении листвы.

Рис 7. Термографические аппараты с ручной загрузкой и для работы в линию
Там, где визитки с термоподнятием являются основной продукцией (ярким примером является известная в Москве фирма “ПАЛАДИН”), применяют метод on-line: вместо приемной тележки к печатной машине подкатывают приемный транспортер термографической установки, который сразу же подает листы в зону нанесения порошка и обжига. Учитывая, что такая связка идеальным образом решает проблему с закреплением краски и значительно сокращает время получения продукции и отходы макулатуры, она хороша, даже если клиенту не нужны визитные карточки с термоподнятием. В таком случае можно предложить ему эту услугу бесплатно (как известно, в таком варианте и уксус сладкий) – термопорошок довольно дешев. Можно также пропустить визитки через термограф с отключенным блоком подачи порошка.
Горячее тиснение
О горячем тиснении уже говорилось выше, поэтому повторяться не будем. Отметим лишь, что этот способ чаще всего применяется именно как дополнительная операция. Недаром наиболее часто с подобной продукцией мы сталкиваемся на обложках ежедневников и дамских романов в мягком переплете, отпечатанных офсетным или высоким способом. Визитные карточки с комбинированной обработкой (офсет + тиснение, офсет + тиснение + термография) также прекрасно дополняют этот ряд. Когда есть желание и возможности сделать красиво, то лучше сочетать несколько разных технологий, чем перебарщивать в одной. (В связи с этим вспоминается одна визитка, выполнена методом тиснения четырех разных металлических фольг. Смотрелась эта визитка как елочная игрушка и вызывала желание если не разбить ее, то задвинуть подальше.)
Кроме впрессовывания фольги, машины горячего тиснения могут делать и несколько других видов обработки. Голографическое изображение наноситься на визитку, если вместо однородной фольги использовать ленту с заранее нанесенной голографической картинкой. Блинтовое тиснение выполняется вообще без использования промежуточной фольги, в этом случае весь эффект будет заключаться в создании рельефа на поверхности бумаги. Для более качественной передачи мелких деталей обработки применяется, так называемое, конгревное тиснение, главной особенностью которого является рельефная нижняя матрица. В этом случае, бумага, сжатая с одной стороны выпуклым, а с другой вогнутым штампами с одной и той же формой поверхности, четко перенимает заданный рельеф.
Заключение
Статья, задуманная как небольшой очерк о современных способах изготовления визитных карточек, выросла в целый трактат об этом виде полиграфической продукции. Мы надеемся, что вы не сочтете время, затраченное на ее чтение, потерянным зря. Главным же выводом из этой статьи может служить мысль, что любую вещь (причем, не только в полиграфии) надо делать профессионально. Даже такая, казалось бы мелкая, полиграфическая продукция, как визитки, которую многие типографии делают между делом, чтобы не потерять постоянных клиентов, может быть высокорентабельной и прибыльной. По крайней мере, нам известны многие мелкие типографии и оперативные печатные салоны, для которых производство визитных карточек является одним из основных видов деятельности. Для предприятий с хорошо поставленной технологией и правильно подобранным оборудованием, печатать визитки, даже меняя работы и смывая печатную машину через каждые полчаса, оказывается намного выгоднее, чем с утра до вечера без перерывов печатать одни и те же бланки или листовки. Достигается же это максимальным использованием одной из особенностей визиточного производства – большой доли привнесенного труда в общей структуре себестоимости продукции. Так при печати бланков или этикетки основная часть затрат выливается в стоимость бумаги, краски и химикатов для печати, остальное же составляет единицы процентов. При изготовлении визиток ситуация иная: расходы на изготовление печатных форм вполне соизмеримы, а иногда и превышают, стоимость бумаги. К тому же здесь к затратам можно причислить потери времени, связанные с не эффективным использованием оборудования во время выполнения частых вспомогательных операциях, что является спецификой такого производства. Эта информация общеизвестна и логична, поэтому об этом смело говорят заказчикам при обсуждении прайс-листа. В то же время, за счет рациональной технологии и хорошей организации производства себестоимость продукции можно уменьшить в несколько раз. Например, бумагу брать за полцены из обрезков крупноформатных машин, формы делать полиэфирные по размеру четырех визиток и т.п. С другой стороны, цены же на визиточную продукцию держаться достаточно высокие, обеспечивая хорошую норму прибыли (в нашей стране, например, они выше чем на Западе). Таким образом и получается, что при хорошо поставленном деле, лучше печатать визитные карточки на машине, которая пол дня простаивает, чем “гнать” в три смены бланки и этикетку за трехкопеечный интерес. По крайней мере, одна выгода налицо - оборудование будет целее.
Конечно, это не значит, что нужно отказываться от печати всех заказов и ждать когда выстроится очередь за визитными карточками. Эта продукция является не очень регулярной, и для того чтобы машины постоянно крутились, маркетинговому и рекламному отделам придется немало потрудиться.
Если производство не кажется вам достаточно выгодным, рекомендуем узнать, как такую же продукцию делают на других, лучших предприятиях. Ведь не всегда же более низкая цена конкурента вызвана исключительно его зловредностью, или желанием разорить любой ценой окружающих, да и альтруистов в нашей стране не много. Вполне возможно, что используются другие расходные материалы, более рентабельное оборудование, новые технологии и организация производства. Не надо стесняться обращаться за помощью к специалистам, самостоятельное изобретение велосипедов еще никому не приносило пользы.
Еще одним следствием этой статьи может служить мысль, что не всегда новое, более современное оборудование будет наиболее рентабельным во всех случаях. Яркий пример тому - сравнение цифровых печатных машин, офсета и шелкографии при производстве визитных карточек. С другой стороны более профессиональный подход, творческое мышление, новые технологии ВСЕГДА способны улучшить отдачу даже от старого оборудования.
Шарифуллин Марсель, Ширенов Дмитрий, Журнал " КомпьюАрт " #11 за 1999 г.
|